名慧网www.ug888.com
QQ: 89106757
手机: 13915067177
邮件:89106757@qq.com
全套视频20张DVD,真正工厂师傅录制,专业讲解UG大型汽车覆盖件模具设计视频教程
本套课程介绍:
本套课程由十多年经验的大型汽车厂的模具设计工程师主讲,详细讲解了汽车
覆盖件模具的设计方法,将十多年的设计经验全盘托出。是目前学习汽车覆盖件 模具的最佳教程。本套视频教程一共是78小时课程,包括赠送的外挂及模具图档
一共是20张DVD。
近几年我国汽车业得到长足的发展,同时汽车行业也大大加快了更新换代,造就
了汽车覆盖件模具人才的极度缺乏,许多学习者想进入这个行业,却苦于没有相关
的培训资料,本套教程将为您实现梦想助一臂之力,让您步入高薪行业!
1: UG汽模角色篇 1DVD
UG(UnigraphicsNX)是SiemensPLMSoftware公司出品的一个产品工程解决方案,它为用户的产品设计及加工过程提供了数字化造型和验证手段。UnigraphicsNX针对用户的虚拟产品设计和工艺设计的需求,提供了经过实践验证的解决方案。UG同时也是用户指南(userguide)和普遍语法(UniversalGrammer)的缩写;在DOTA中也被称为幽鬼
2: 单动拉延模 3DVD
课程介绍汽车覆盖件拉延成形所采用的单动拉延模具与一般的冲压件所用的拉延模相比,主要是上,下模的导向方式有较大的区别.常见的典型结构有导板导引拉延模・导块导引拉延模,箱式背靠块压边圈导向拉延模・箱式背靠块上下模导引拉延模等。
3: 修边冲孔模 4DVD
课程介绍汽车覆盖件的形状比较复杂,修边轮廓多数是立体不规则的,而且孔与形状混合,尺寸变化比较大。修边模的结构是否合理,直接影响到修边件的质量,也影响到翻边件的质量及稳定性。在设计修边模时,要考虑修边方向,定位方式,修边刃口的镶块分块及废料的分块与排除等诸多问题
4: 翻边整形模具 2DVD
课程介绍汽车模具设计-翻边整形模是覆盖件冲压的关键工序之一。覆盖件上的翻边除焊接和装配的要求以外,还增加覆盖件的刚性强度,使覆盖件边缘光滑、整齐和美观。由于覆盖件轮廓有装配要求,因此对覆盖件翻边模凸模轮廓要求准确,拉延件修边后的变形也应在翻边模中整回,这就需要在翻边前使形状压料板有足够的力量迫使翻边件的表面与翻边凸模贴合。覆盖件翻边表面上的翻边轮廓一般都是形状的,各部分翻边的变形因翻边轮廓形状而异,直线是弯曲变形,材料厚度不变化。圆弧和曲线的凸形翻边材料受压而变厚,如该处凸模与凹模音质间隙大,就产生波纹,间隙过小则又会拉断。圆弧和曲线的凹形翻边部分材料受拉而变薄,超过伸长率就产生裂口,消除裂口的办法只能降低垂直翻边的高度或水平、倾斜翻边的宽度。
5: 冲孔斜锲模 2DVD
课程介绍汽车模具设计斜楔的种类一般斜楔水平斜楔 1:水平斜楔是最基本的斜楔形式,是将冲压件需倾斜放置冲压转化成正常放置,垂直方向加工的生产方式。(与将产品悬挂加工方式比较,产品的稳定性、作业性好。但由于结构复杂,模具成本高。翻边等情况时,需认真考虑制件的取出问题)。 2:倾斜斜楔(水平斜楔不能加工时采用) 3:吊楔加工方向倾斜较大,用倾斜斜楔不能加工时使用。作业性好,且适合多工位转换加工。但刃口难以研合。 4:双向斜楔 逆向倾斜斜楔采用活动定位块、顶出机构等均不能将制件取出时,让凸模移动,实现制件取出的形式。要注意凸模强度、动作顺序及制件定位等问题。此类斜楔滑动块正压力较大,在工艺设计时不可避免逆向倾斜加工情况下可以使用。(一般情况下不使用)。5:间歇斜楔 在转角部位修边,有垂直方向和水平方向同时加工的情况时使用,(一般情况下不使用)特殊斜楔浮动式斜楔(顶出器内藏式斜楔)连续自动线模具、多工位级进模等情况下,因制件不能自由倾斜,在倾斜面下或在斜面上冲孔时使用。因刃口研合困难,难以保证精度,一般不使用
6: AUTOFORM 仿真分析冲压成型CAE 1DVD
课程介绍utoform-DieDesignerTM:快速模面设计及其优化的模块传统的CAD系统采用人工方法来生成压料面和工艺补充面,费时费事。DieDesigner是AutoForm的一个有重要功能模块,它是和BMW和Audi联合开发并得到来自DaimlerChrysler和GM的技术反馈,是专为汽车模具设计师、工艺工程师和模具制作人员而开发的,可以快速实现基于用户控制的压料面和工艺补充面的参数化设计和修改。由于很快自动生成压料面和工艺补充面的一次概念设计,并显示出整个模面形状,模具工程师可在短时间内生成若干个拉延方案并进行其模拟,以判定最优设计,从而显著减少模具开发时间;同时,考虑压料面和工艺补充面,工艺工程师也能大大增加零件可制造性的评估精度。它包含了许多特别适合汽车工业的专用特征。从零件的CAD表面数据(IGES或VDA)开始,首先用AutoForm-Automesher对零件进行自动网格划分,自动填充零件几何体中的孔洞和间隙,并通过几何图形或交互式地改变表面轮廓,用户可以对制件和工艺方案(run-off)进行便捷的修改。基于用户指定的半径或变半径,零件的尖边缘自动倒圆,对零件的这种修改有利于改进拉延效果,对提高冲压可成形性通常也是极为重要的。自动旋转制件几何体形成拉延方向(automatictipping):可根据拉延深度优选最好的拉延冲压方向,显示冲压质量差(backdraft)和危险的区域,避免制件无法冲压(undercut)和平衡变形,这对确定优化的冲压方向角(Tipangle)是重要的。转换矩阵可以通过IGES或VDAFS将冲压方向转换输入CAD,优选过程简便、直观。快速自动生成压料面(binder)和工艺补充面(addendum):精确的曲面轮廓方法与模具工程实际相结合根据制件数据生成压料面,并且允许用户修改局部表面轮廓或按准确的尺寸设计。对于产品设计师,这使得在产品开发的早期就可以进行增量模拟,从而增加了产品成形性评估的准确度;对于模具设计师,它是产生初始压料面的一个有效模块,生成的压料面可以还通过IGES或VDAFS转换输入CAD做进一步修改用。在此基础上可以实现用户控制的参数化的工艺补充部分自动生成。整个过程充分体现出用户控制、全自动和全参数化的特征。用户可以通过修改工艺补充面轮廓和相应的模面细节,如生成的拉延包(drawbar)太高导致过度拉长和破裂等,可通过降低拉延坎高度、加大圆角半径,来达到良好的拉延成形效果。基于轮廓的压料面设计,使用2D模拟预优化工艺补充面轮廓,拉延深度显示等,这对优化初始凸模接触(initialpunchcontact)是很重要的。与AutoForm-Onestep,AutoForm-Incremental和AutoForm-Optimizer的完全集成,在模面设计中生成的压料面、工艺补充面和制件几何体三部分,能很容易地转换进入并完全自动地生成相应的模具并设置出工艺步骤,从而立即由AutoForm-Onestep和AutoForm-Incremental模块进行试模。由于全参数化,用户的修改可以迅速完成,且AutoForm-OneStep和AutoForm-Incremental进行虚拟试模的模具可自动更新。基于2D模拟,模具不同区域和不同截面上的临界应变(criticalstrains)和滑移/冲击线的评估,这对模具设计过程早期评估工艺补充面特别有用。为进一步改进模面设计,DieDesigner包含一个完全集成的模块AutoForm-Optimizer(优化模块),它无缝集成于AutoForm-User-Interface,可与AutoForm-OneStep和AutoForm-Incremental同步使用;它基于进化(Evolution)策略,通过多次模拟能优化模面和冲压过程方案,从而判定和确认优化的模面形状(制件和工艺补充面的圆角半径,拉延包高度,凸模拔模角,储料包(over-crown)等,拉延半径、拉延筋)和冲压过程参数(压料力,拉延筋强度和等效拉延筋阻力,坯料的轮廓,模具型面几何参数等,摩擦条件和润滑,平衡块(spacer)和工艺切口(reliefcuts)等工艺条件的设置等)。如对某行李箱盖(deck-lid),目标是在行李箱盖内部区域中获得足够的伸长变形,使用AutoForm-Optimizer进行优化的对象是拉延包高度和拉延筋阻力强度,通过多次反复试模,就可以使大面积的不充分伸长变形优化为充分伸长变形。 DieDesigner的特点:1)能实现增强几何成形性的评价,不同模具概念设计的快速生成和优化。2)实有直觉的模面生成,易用;全参数化,快捷。3)与Onestep和Incremental求解的完全集成。4)完整:自动变半径倒园,优化的拔模角,自动充填表孔洞/边界区域,自动和交互式的压料面生成,通过2D模拟完成工艺补充轮廓的前优化处理,自动和交互式的工艺补充部分生成。 4.AutoformTM板成形软件:一个完整的解决方案 4.1AutoForm-Onestep:评估零件的可制造性 Onestep采用仅基于产品的一步成形算法(OnestepCodes),目标是对产品进行反复优化(IterativeProductOptimization)的多次模拟。首先输入零件的CAD数据,并进行孔洞和间隙填充以及棱边的倒圆处理,进行一些工艺参数设置,可很快得到最小毛坯形状、裂纹和皱纹等成形缺陷,FLD,反映伸长量和厚度变化等质量目标的成形结果。它讨论产品可制造性、可以实现毛坯反算,并对零件的可制造性快速评价。
7: 单件DL图 1DVD
8: 双件DL图 1DVD
课程介绍汽车覆盖件模具工艺设计前的准备工作在拿到冲压件进行工艺设计前,必须查阅有关资料,以便明确产品的具体要求、现有的条件等,为设计合理而可行的冲压工艺做好必要的准备。这些资料主要有: 1,零件图或产品图,可以参考的模型。 2,冲压件的公差。 3,类似零件的成型性及作业性的有关资料、曾出现的各种质量问题及解决方法。 4,关于产品所用钢材的有关资料,如材料的各项性能参数值,表面质量等。 5,各种摸具设计的标准和模具零件的规格。 6,现有压力机的参数和附属装置、生产率等方面的资料。 7,产量和要求的时间。通过对零件图和拉深件图的研究,应该了解该零件所应具有的功能、所要求的单个零件的强度,表面质量以及相关零件之间所要求的相关精度。并明确下列事项: 1,零件轮廓、法兰、侧壁及底部是否有形状急剧变化的部分、负角的部位等,以及其他成形困难的形状。 2,该零件和有关零件的焊接面、装配面、镶嵌面有什么要求。 3,孔的精度(直径、位置)、孔和孔的间距的要求,这些孔的位置在何处(平面部分、倾斜部分、侧壁部分)。 4,各个凸缘精度允许达到什么程度(包括长度、凸缘面的位置、回弹)。 5,焊接、装配的基准面和孔在何处。 6,零件冲压成形需要解决的重点问题有哪些。 7,材料的利用率如何。在进行工艺设计之前,必须对冲压件进行合理全面的工艺分析。根据冲压件本身原始信息(包含产品的材质,料厚,产品形状),冲压件的公差和车身中装配位置,客户和本工厂的压力机参数和生产方式(自动线,手工线),冲压件的生产批量大小以及客户提出的模具设计的技术要求来进行冲压件的工艺分析。
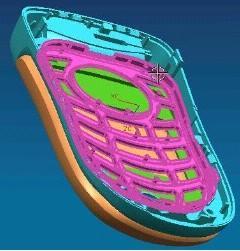
9: 翼子板之镶钢料拉延模 1DVD
课程介绍汽车模具设计之翼子板钢料拉延模主要是对整个拉延模系列的一个补充,钢料的设计,钢料拆分,以及UG冲压模具自动生成模块尽在此套教程内,以下为翼子板的详细描述翼子板的类型按照安装位置又分为前翼子板和后翼子板,前翼子板安装在前轮处,必须要保证前轮转动及跳动时的最大极限空间,因此设计者会根据选定的轮胎型号尺寸用“车轮跳动图”来验证翼子板的设计尺寸是否合适。后翼子板没有车轮转动碰擦的问题,但是出于空气动力学的考虑,后翼子板略显拱形弧线并且向外凸出。现在有些轿车的翼子板已与车身本体成为一个整体,生产时一气呵成。但也有轿车的翼子板是独立的,尤其是前翼子板,因为前翼子板的碰撞机会比较多,独立装配易于整件更换。翼子板的作用,在汽车行驶过程中,防止被车轮卷起的砂石、泥浆溅到车厢的底部。因此,要求所使用的材料具有耐气候老化和良好的成型加工性。有些车的前翼子板用有一定弹性的塑性材料做成。塑性材料具有缓冲性,比较安全。
10: 翼子板之拖料式修边模 1DVD
课程介绍汽车模具设计之翼子板托料式修边模完善冲压设计模块设计前的分析和计算 1.分析本序续冲压内容进行模具设计前,需要分析本工序的冲压内容 a)确定本工序的冲压方向 b)确定本工序的送料方向 c)确定本工序的数模中心 d)确定本工序的切边线,冲孔个数、孔径、孔位 e)分析废料排出有无障碍,考虑废料排出方案。 f)检查有无C/H孔 2.分析上序冲压内容上工序的冲压内容对本序的设计有影响,需要确定几点 a)上序完成后的数模坯料大小,用来确定本序废料刀长度,保证切断。 b)制件定位方式,形状定位、或切过的边定位、或孔定位,并确定定位板或定位销的位置。 c)检查上序的制件放在本序模具上时,废料部分不能与本序模具的结构实体干涉。
11: 翼子板之侧修+翻边+整形+正修模 1DVD
课程介绍汽车模具设计之翼子板侧修+翻边+整形+正修模完善包含内容有 1-FL+RST刀块设计 2-自动正修 3-侧修刀块 4-镶块架桥式PAD框架 5-镶块架桥式PAD行程侧销耐磨板 6-镶块架桥试PAD弹簧 7-镶块架桥试PAD细节 8-上模沉孔确定 9-翻边整形下模镶块 10-下模镶块及下模处理 11-大幅度端头修改
12: 汽车模2D工程图 1DVD
课程介绍汽车模2D工程图出图步骤部分如下:步骤一:整理好所有的图层,并且将模具中心空间基准线XYZ单独在一个图层里。步骤二:ctrl+shift+D进工程制图(M退出工程制图)选择好图纸尺寸(删除图纸在部件导航)、投影视角、调整视图界面(包括图纸颜色,栅格线)、导入图框(客户提供)步骤三:首先除工艺和床台图层不用打开之外,其他都打开。投影一个全视图“此图的作用是用于剖断面” 步骤四:前后工程模具需要的视图有:{投影时的比例用1:4,如果出现单色在建模里首选项-可视化-颜色-单色显示打钩去掉} 1、上,下模;B/H(PAD)单独的轴侧图(这些图用于开明细表的,所以要看到所用的标准件,多个相同的标准件只要看见一个就好) 2、下模平面图,上模平面图,B/H(PAD)平面图,(投影时只打开对应图层和基准线图层) 3、X向和Y向视矢图(后工程只要X向),X向和Y向断面图(X向的断面一般是在中心位置用来观察外导引,最好是能即看到外导引又看到内导引。Y向的断面一般在定位具位置,也最好剖到内导引位置)注:这个视图都是在“步骤三”得到的视图里完成的 4、后工程在X向和Y向断面图,根据客户要求会相应的多2个,主要是看不同的高度处或者排料位置。步骤五:视图的放置位置图框一:下模平面图,下模轴侧图,X向断面图(旋转90度)图框二:B/H平面图、上模平面图、B/H轴侧图、上模轴侧图(注:上模平面图是仰视)图框三:X向和Y向视矢图Y向断面图(旋转90度)图框四:后工程的其他断面放入步骤六:将所有视图的剖面线、边界线、不用加工面和孔的中心线删除(注:轴侧图里所有的标记线都删除)步骤七:讲所有的平面图虚线显示                                                             |